
 Jezici
Jezici

Cilj tvrtke: Postati važan dobavljač bešavnih cijevi od nehrđajućeg čelika
Kompanijski duh: tim, hrabrost, ustrajnost i zajedničko stvaranje sjaja
Poslovna filozofija tvrtke: Tvrtka se pridržava pristupa orijentiranog na ljude, temelji se na znanstvenim i tehnološkim istraživanjima i primjenama, preuzima služenje društvu i zaštiti okoliša kao vlastitu odgovornost te je orijentirana na kupca.
Odgovornost tvrtke: Stalno posvećena promicanju i pružanju visokokvalitetnih proizvoda i savršenih usluga društvu
Korporativna kultura: slušajte, nasmijte se, pohvalite, budite zahvalni
Slogan zaposlenika: Ozbiljnost je stav, upornost je karakter, izvrsnost je dobra navika!


Industrijska austenitna cijev od nehrđajućeg čelika
Područja primjene su vrlo široka, uglavnom nuklearna energija, industrija rafiniranja nafte, atmosferska i vakuumska oprema, oprema za katalitički krekiranje, hidrokreking, oprema za hidrotretiranje; Jedinice za proizvodnju vinil klorida, reaktori za sintezu formaldehida, jedinice za proizvodnju octene kiseline i drugih organskih kiselina u petrokemijskoj i kemijskoj industriji; Industrija nafte i plina; Industrija celuloze i papira; Industrija uree i industrija fosfatnih gnojiva u industriji gnojiva; okoliš morske vode; Energetika i industrija zaštite okoliša; Solna i kemijska oprema za laku industriju i prehrambenu industriju, oprema za prehrambenu i farmaceutsku industriju itd.
Posavjetujte se sada
kultura tvrtke
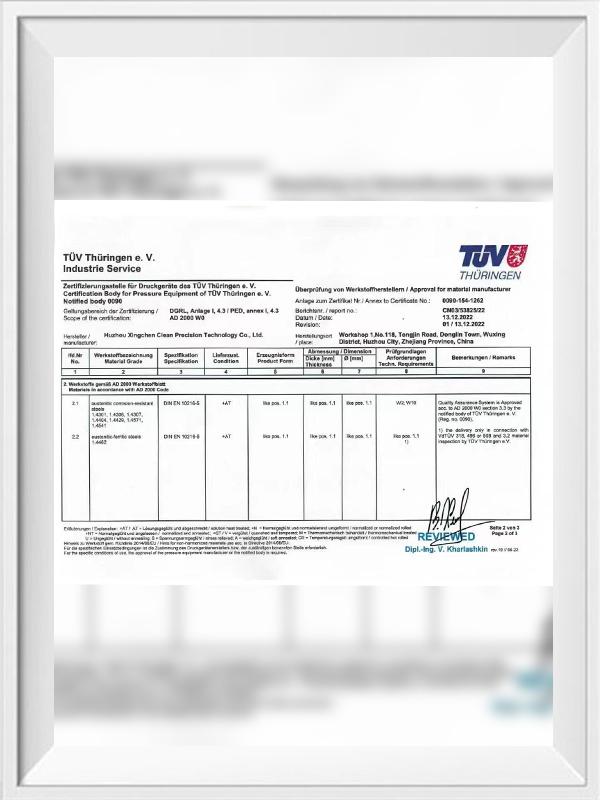
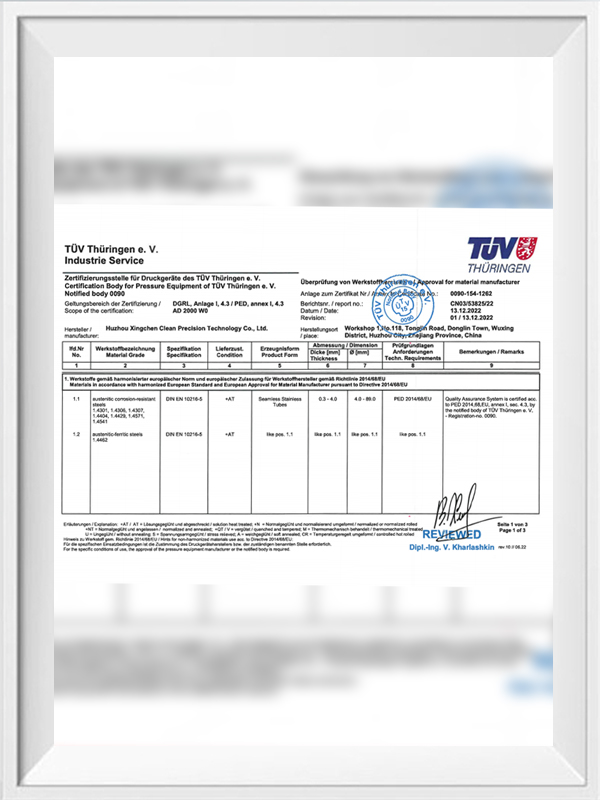
Certifikacija
naša čast i
Saznajte više 
naša čast i
Certifikacija
Huzhou Xingchen Clean Precision Technology Co., Ltd je Kina Industrijska austenitna cijev od nehrđajućeg čelika proizvođač i Veleprodaja Industrijska austenitna cijev od nehrđajućeg čelika dobavljač. Kao jedna od izvanrednih tvrtki za proizvodnju čistih preciznih cijevi u Kini, imamo tim iskusnih majstora koji neumorno rade i teže izvrsnosti.




Povezani proizvodi





Poznavanje industrije
Kako se proizvode industrijske austenitne cijevi od nehrđajućeg čelika?
Industrijske austenitne cijevi od nehrđajućeg čelika obično se koriste u raznim primjenama zbog svoje izvrsne otpornosti na koroziju i visoke čvrstoće. Proces proizvodnje ovih cijevi uključuje nekoliko ključnih koraka, koje ću opisati u nastavku:
Odabir sirovina: Proces počinje odabirom visokokvalitetnih sirovina, obično legura od nehrđajućeg čelika s visokim udjelom kroma i nikla. Najčešći stupnjevi koji se koriste za cijevi od austenitnog nehrđajućeg čelika su 304 i 316.
Taljenje i lijevanje: odabrane sirovine tale se u elektrolučnim ili indukcijskim pećima. Rastaljeni metal se zatim lijeva u gredice ili ingote određenih veličina i oblika.
Vruće valjanje: lijevane gredice se zagrijavaju, a zatim prolaze kroz niz valjaonica kako bi se smanjila njihova površina poprečnog presjeka i oblikovale u duge, kontinuirane trake poznate kao vruće valjani koluti. Ovaj postupak vrućeg valjanja pomaže u poboljšanju mehaničkih svojstava i uklanjanju bilo kakvih nedostataka u materijalu.
Žarenje: Vruće valjani svici mogu biti podvrgnuti procesu žarenja, koji uključuje zagrijavanje svitaka na određenu temperaturu i njihovo držanje na toj temperaturi određeno razdoblje kako bi se smanjila unutarnja naprezanja i poboljšala duktilnost.
Hladno valjanje: Žareni svici se hladno valjaju kako bi se postigle željene dimenzije i završna obrada površine. Ovaj proces uključuje prolazak zavojnica kroz više setova valjaka na sobnoj temperaturi kako bi se dodatno smanjila njihova debljina.
Zavarivanje: U mnogim slučajevima, hladno valjani svici zavareni su zajedno kako bi se formirale veće duljine. Zavarivanje se može obaviti različitim metodama, kao što je TIG (Tungsten Inert Gas) zavarivanje ili visokofrekventno indukcijsko zavarivanje, ovisno o specifičnoj primjeni i veličini cijevi.
Toplinska obrada: Nakon zavarivanja, cijevi se mogu podvrgnuti postupcima toplinske obrade kao što je žarenje u otopini ili žarenje za smanjenje naprezanja kako bi se obnovila mikrostruktura materijala i uklonili svi nedostaci povezani sa zavarivanjem.
Hladno izvlačenje (opcija): Za neke primjene koje zahtijevaju precizne dimenzije i glatku površinu, cijevi se mogu podvrgnuti procesu hladnog izvlačenja. Ovaj proces uključuje provlačenje cijevi kroz niz matrica kako bi se postigle željene konačne dimenzije.
Završna obrada i pregled: Cijevi se zatim podvrgavaju različitim postupcima završne obrade, uključujući poliranje i luženje, kako bi se poboljšala njihova površinska obrada i uklonile sve nečistoće. Nakon završetka, cijevi se podvrgavaju rigoroznim pregledima kako bi se osiguralo da zadovoljavaju potrebne specifikacije i standarde kvalitete.
Označavanje i pakiranje: Na kraju, cijevi su označene bitnim informacijama, kao što su stupanj, veličina i toplinski broj, u svrhu identifikacije. Zatim se pažljivo pakiraju za otpremu i distribuciju.
Koja su razmatranja zavarivanja i spajanja kada se koriste Industrijske austenitne cijevi od nehrđajućeg čelika ?
Čišćenje prije zavarivanja i nakon zavarivanja: Prije zavarivanja, bitno je temeljito očistiti cijevi od nehrđajućeg čelika kako bi se uklonila sva onečišćenja, masnoća, ulje ili prljavština. Nakon zavarivanja, područje zavara treba ponovno očistiti kako bi se spriječila kontaminacija i osigurala najbolja otpornost na koroziju.
Odabir materijala za ispunu: Odaberite odgovarajuće materijale za ispunu koji odgovaraju ili su bliski sastavu osnovnog metala kako biste osigurali kompatibilan spoj. Uobičajeni dodatni metali za austenitne nehrđajuće čelike uključuju ER308, ER316 ili slične kvalitete.
Tehnika zavarivanja: Koristite odgovarajuće tehnike zavarivanja, kao što je TIG (inertni plin od volframa) zavarivanje ili MIG (zavarivanje od inertnog metala) kako biste smanjili rizik od nedostataka i osigurali dobru kvalitetu zavara. Austenitni nehrđajući čelici skloni su pucanju u vrućem stanju, pa su pravilni parametri i tehnike zavarivanja ključni.
Unos topline: Kontrolirajte unos topline tijekom zavarivanja kako biste izbjegli pregrijavanje materijala, što može dovesti do iskrivljenja, gubitka otpornosti na koroziju ili metalurških promjena u osnovnom metalu.
Dizajn spoja: Dizajn spoja treba pažljivo razmotriti kako bi se osigurala mehanička čvrstoća zavara i smanjila područja koncentracije naprezanja. Važni su ispravni kosi i priprema rubova.
Povratne informacije












-
Mediji i vijesti
Doprinos EP cijevi od nehrđajućeg čelika u zaštiti okoliša i održivom razvoju
2024-09-26U kontekstu globalnog zagovaranja zaštite okoliša i održivog razvoja, EP cijevi od nehrđajućeg če...
-
Mediji i vijesti
Odaberite BA cijev od nehrđajućeg čelika: prilagodite materijale i specifikacije prema scenarijima primjene
2024-09-19U modernom industrijskom polju, BA cijev od nehrđajućeg čelika naširoko se koristi u mnogi...
-
Mediji i vijesti
Kako EP cijevi od nehrđajućeg čelika mogu zadovoljiti tržišnu potražnju za materijalima otpornim na koroziju i bez onečišćenja?
2024-08-15Ep cijev od nehrđajućeg čelika , odnosno posebno obrađena cijev od nehrđajućeg čelika, diza...
-
Mediji i vijesti
Dvostruka bešavna cijev od nehrđajućeg čelika: pionir novih aplikacija u valu zaštite okoliša i nove energije
2024-08-08U 21. stoljeću, s povećanjem globalne ekološke svijesti i snažnim razvojem nove energetske indust...
-
Mediji i vijesti
Sveobuhvatna inspekcija i nadzor kvalitete: ključ za osiguranje stabilnosti i dosljednosti kvalitete Duplex bešavnih cijevi od nehrđajućeg čelika
2024-08-01U visoko konkurentnoj proizvodnoj industriji, posebno za proizvodnju vrhunskih materijala otporni...
-
Mediji i vijesti
Prednosti Duplex bešavnih cijevi od nehrđajućeg čelika u odnosu na druge vrste nehrđajućeg čelika u obradi
2024-07-11U velikom području materijala od nehrđajućeg čelika, Duplex bešavne cijevi od nehrđajućeg čelika ...
-
Mediji i vijesti
Kako pravilno utovariti i pričvrstiti kako bi se osigurala kvaliteta BA cijevi od nehrđajućeg čelika tijekom transporta i skladištenja?
2024-07-04BA cijevi od nehrđajućeg čelika (Bright Annealed Tube) naširoko se koriste u preradi hrane,...
-
Mediji i vijesti
Koje su se promjene dogodile u tržišnoj potražnji za veleprodajnim AP cijevima od nehrđajućeg čelika?
2024-06-13U pozadini globalnog gospodarstva u razvoju, tržišna potražnja za veleprodajnim AP cijevima od ne...
-
Mediji i vijesti
Kako osigurati kvalitetu i sigurnost veleprodajne legure cijevi tijekom proizvodnje i uporabe?
2024-06-06U modernom industrijskom polju, Veleprodaja cijevi od legure (cijev od legure) naširoko se...
-
Mediji i vijesti
Kakav je specifičan utjecaj BA površinske obrade na cijevi od nehrđajućeg čelika?
2024-05-231. Pregled tretmana BA svijetlim žarenjem BA svijetlo žarenje poseban je postupak toplinske ob...
-
Mediji i vijesti
U kojim se industrijama najviše koriste cijevi od nehrđajućeg čelika (Stainless Steel Tube)?
2024-05-16Cijev od nehrđajućeg čelika (Stainless Steel Tube), kao materijal izvrsnih svojstava, igra vital...
-
Mediji i vijesti
Kako prepoznati kvalitetu BA cijevi od nehrđajućeg čelika, posebno po izgledu i performansama?
2024-05-09Identificiranje kvalitete BA cijev od nehrđajućeg čelika , posebno u smislu izgleda i izvedbe, k...
